Component Identification
Generic Marking Standards and Requirements
The ASME B31.3 Code requires random examination of materials and components to ensure conformance to listed specifications and standards. B31.3 also requires these materials to be free from defects. Component standards and specifications have various marking requirements.
MSS SP-25 standard
MSS SP-25 is the most commonly used marking standard. It contains a variety of specific marking requirements that are too lengthy to list in this appendix; please refer to it when necessary to confirm the markings on a component.
Title and Requirements
Standard Marking System for Valves, Fittings, Flanges and Unions
- Manufacturer's Name or Trademark
- Rating Designation
- Material Designation
- Melt Designation - as required by specification
- Valve Trim Identification - valves only when required
- Size Designation
- Identification of Threaded Ends
- Ring-Joint Facing Identification
- Permissible Omission of Markings
Specific Marking Requirements
- Marking Requirements for Flanges, Flanged Fittings, and Flanged Unions
- Marking Requirements for Threaded Fittings and Union Nuts
- Marking Requirements for Welding and Solder Joint Fittings and Unions
- Marking Requirements for Non-Ferrous Valves
- Marking Requirements for Cast Iron Valves
- Marking Requirements for Ductile Iron Valves
- Marking Requirements for Steel Valves
Marking Requirements Steel Pipe (some examples)
ASTM A53
Pipe, Steel, Black and Hot-Dipped, Zinc Coated, Welded and Seamless
- Name of Brand of Manufacturer
- Kind of Pipe (e.g. ERW B, XS)
- Specification Number
- Length
ASTM A106
Seamless Carbon Steel Pipe for High-Temperature Service
- Marking requirements of A530/A530M
- Heat Number
- Hydro/NDE Marking
- "S" for supplementary requirements as specified (stress-relieved annealed tubes, air underwater pressure test, and stabilizing heat treatment)
- Length
- Schedule Number
- Weight on NPS 4 and larger
ASTM A312
Standard Specification for General Requirements for Specialized Carbon and Alloy Steel Pipe
- Marking requirements of A530/A530M
- Manufacturer's Private Identifying Mark
- Seamless or Welded
ASTM A530/A530A
Standard Specification for General Requirements for Specialized Carbon and Alloy Steel Pipe
- Manufacturer's Name
- Specification Grade
Marking Requirements Fittings (some examples)
ASME B16.9
Factory-Made Wrought Steel Buttwelding Fittings
- Manufacturer's Name or Trademark
- Material and Product Identification (ASTM or ASME grade symbol)
- "WP" in grade symbol
- Schedule number or nominal wall thickness
- NPS
ASME B16.11
Forged Fittings, Socket Welding and Threaded
- Manufacturer's Name or Trademark
- Material identification in accordance with the appropriate ASTM
- Product conformance symbol, either "WP" or "B16"
- Class designation - 2000, 3000, 6000, or 9000
Where size and shape do not permit all of the above markings, they may be omitted in the reverse order given above.
MSS SP-43
Wrought Stainless Steel Butt-Welding Fittings
- Manufacturer's Name or Trademark
- "CR" followed by ASTM or AISI material identification symbol
- Schedule number or nominal wall thickness designation
- Size
Marking Requirements Valves (some examples)
API Standard 602
Compact Steel Gate Valves - Flanged, Threaded, Welded, and Extended Body Ends
- Valves shall be marked in accordance with the requirements of ASME B16.34
- Each valve shall have a corrosion-resistant metal identification plate with the following information..
- Manufacturer
- Manufacturer's model, type, or figure number
- Size
- Applicable pressure rating at 100F
- Body material
- Trim material - Valve bodies shall be marked as follows..
- Threaded-end or Socket Welding-end valves - 800 or 1500
- Flanged-end valves - 150, 300, 600, or 1500
- Buttwelding-end valves - 150, 300, 600, 800, or 1500
ASME B16.34
Valves - Flanged, Threaded and Welded End
- Manufacturer's Name or Trademark
- Valve Body Material Cast Valves - Heat Number and Material Grade Forged or Fabricated Valves - ASTM Specification and Grade
- Rating
- Size
- Where size and shape do not permit all of the above markings, they may be omitted in the reverse order given above
- For all valves, the identification plate shall show the applicable pressure rating at 100F and other markings required by MSS SP-25
Marking Requirements Fasteners (some examples)
ASTM 193
Specification for Alloy-Steel and Stainless Steel Bolting Materials for High-Temperature Service
- Grade or manufacturer's identification symbols shall be applied to one end of studs 3/8" in diameter and larger ands to the heads of bolts 1/4" in diameter and larger
ASTM 194
Specification for Carbon and Alloy Steel Nuts for Bolts for High-Pressure and High-Temperature Service
- Manufacturer's identification mark. 2.Grade and process of manufacture (e.g. 8F indicates nuts that are hot-forged or cold-forged)
Types of Marking Techniques
There are several techniques in order to mark a pipe, flange, fitting, etc., such as..
Die Stamping
Process in which an engraved die is used to cut and stamp (leave an impression)
Paint Stencilling
Produces an image or pattern by applying pigment to a surface over an intermediate object with gaps in it which create the pattern or image by only allowing the pigment to reach some parts of the surface.
Other techniques are Roll stamping, Ink Printing, Laser Printing etc.
Marking of Steel Pipes

Marking of Steel Flanges
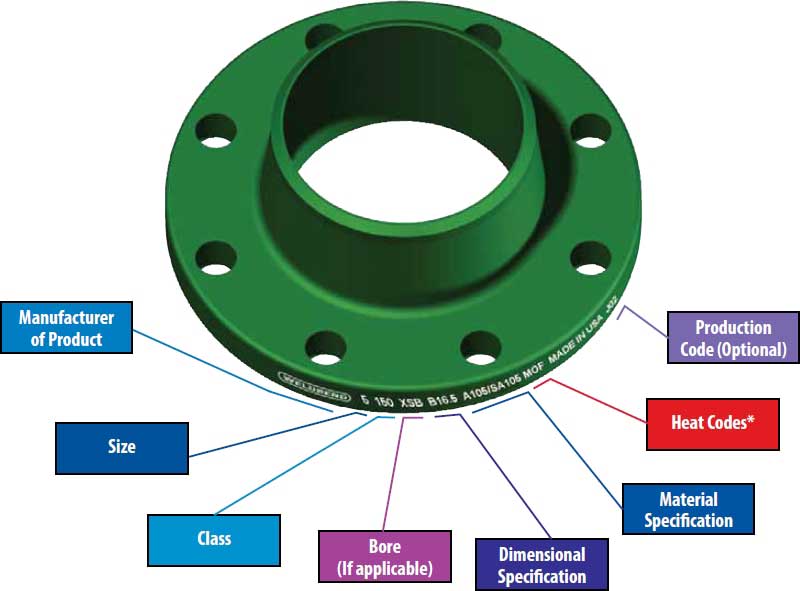
Reference(s) for the image is owned by.. www.weldbend.com
Marking of Butt Weld Fittings
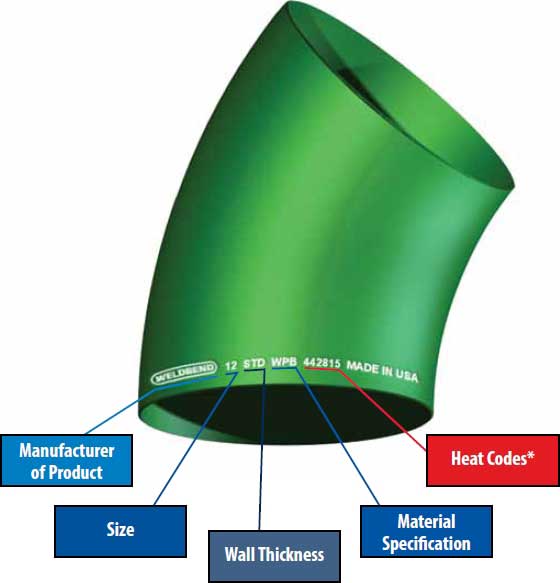
Reference(s) for the image is owned by.. www.weldbend.com